BHQ26 serie sandbast skap etter manual
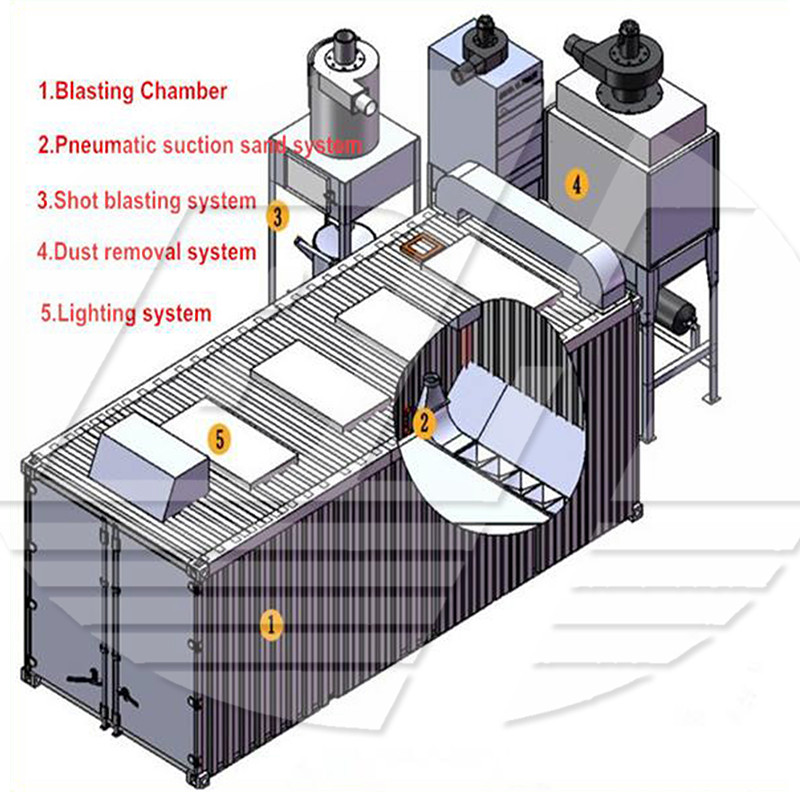
1.Hva er sandblåseskap
Noen mennesker kaller også sandblåsemaskiner, sandblåsetanker, bærbare sandblåsere, åpne sandblåsemaskiner og så videre.Navnene er forskjellige, men de har faktisk samme betydning.Kan jobbe separert, men i de fleste tilfeller fungerer det med kuleblåsingsrom.


Sammensetning av sandblåseskap ——
Generelt sett er komponentene som følger:
1).sandblåsetanken:
Tykkelsen på stålplaten som brukes for de forskjellige volumene av tanken og roten til sandblåsemaskinen er forskjellig.Jo større volum, desto tykkere er stålplaten.Dette bestemmes hovedsakelig av trykkbeholderfabrikken i henhold til den faktiske situasjonen.
Det er to typer sandventil og sandventil: manuell eller pneumatisk.Manuelt er det nødvendig å manuelt åpne sandventilen, og gassen åpnes automatisk av gassen.
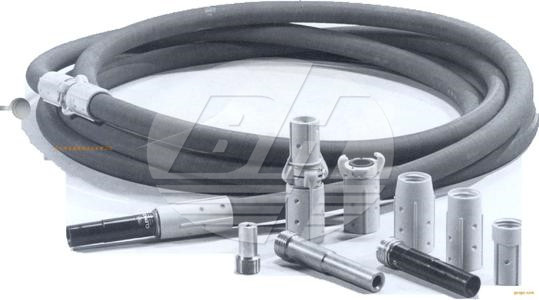
2).Sandblåsingsrør (standard er 10m/20m)
3). Sikkerhetsventil
Brukstrykket til sandblåsetanken er vanligvis 8 kg.Sikkerhetsventilens rolle Når gasstrykket overstiger 8KG, vil den automatisk tømmes.For å beskytte sandblåsetanken
4). Sandblåsepistol: I henhold til materialet kan den deles inn i borkarbid, legert stål, wolframkarbid, jern og så videre.
Den mest holdbare er borkarbid, og levetiden er generelt 500-700 timer.
For det andre er levetiden til wolframkarbid og legert stål generelt 300-400 timer,
Jern kan bare brukes i 10 timer, få mennesker har brukt det.
Elektronisk kontrollsystem og andre komponenter.
2. Arbeidsprinsipp for bærbar sandblåser
Arbeidsprinsippet til sandblåsemaskin er forskjellig fra skuddblåsemaskin.Kuleblåsemaskinen bruker en sentrifugalkraft for å utføre kuleblåsing.Sandblåsemaskinen drives av trykkluft og sprayer slipemidler (både metallisk og ikke-metallisk sand) på overflaten av arbeidsstykket.På grunn av trykkpåvirkningen, passerer slipemidlet i sandtanken gjennom sandventilen og sprengerøret til sprøytepistolen, og slipemidlet blir kastet ut med høy hastighet, noe som endrer de mekaniske egenskapene til den ytre overflaten av arbeidsstykkets overflate.På grunn av slag- og skjæreeffekten av slipemidlet på arbeidsstykkets overflate, For å oppnå en viss grad av renslighet og forskjellig ruhet på overflaten av arbeidsstykket, forbedre de mekaniske egenskapene til arbeidsstykkets overflate, så forbedre tretthetsmotstanden til arbeidsstykket, øke adhesjonen mellom det og belegget, og forlenge belegget. Holdbarheten til filmen bidrar også til utjevning og dekorasjon av belegget, fjerner urenheter, støy og oksidlag på overflaten, samtidig som den gjør overflaten til mediet ru, og forårsaker gjenværende spenning på underlagets overflate og forbedring av hardheten til underlagets overflate.
3. Hovedspesifikasjon for bærbar sandblåser
4. Krafttap på sprøytetank
1).Luftkildekonfigurasjonen til sandblåsemaskinen er vanligvis 6m³/min (luftforbruket til en enkelt sprøytepistol, hvis den er N, er den nødvendige luftkildekonfigurasjonen N*6m³/min.
| Elementtype | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Volum i tanken (m3) | 0,5 | 0,7 | 0,82 | ||
| Lufttrykk (Mpa) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Utsendt dose (kaliber=φ10)(kg/t) | 1800-2280 | 1 pistol | 1800-2280 | 1 pistol | 1800-2280 |
| 2 pistoler | 3600-4560 | 2 pistoler | 3600-4560 | ||
| Luftforbruk (m3/min) | 6.1 | 1 pistol | 6.0 | 1 pistol | 6.0 |
| 2 pistoler | 12.0 | 2 pistoler | 12.0 | ||
| Lengde på sprengningsrør (mm) | 7000 | 7000 (2 stk) | 7000 (2 stk) | ||
| Kontroll måte | Fjernkontroll | Fjernkontroll | Fjernkontroll | ||
| Dimensjon (mm) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| Vekt (kg) | 396 | 500 | 690 | ||
2).Lufttrykket som kreves av sandblåsemaskinen er 0,5-0,6mpa (hvis trykket er for lavt, vil sandblåsingen være svak og renseeffekten påvirkes).
3).Mengden sandblåsing/skuddblåsing per time på sandblåsemaskinen er 1800-2100 kg.
4). Bruksområde for sandblåsing
en.Forbehandling: alle sprengningsbehandlinger før de dekkes, slik som galvanisering, maling, sprøyting, etc., overflaten er helt ren, og samtidig forbedrer dekklagets vedheft og korrosjonsbestandighet.
b.Forbehandling før rengjøring av overflaten på delene: avkalking, rester og smuss av metalldeler som støpegods, stemplingsdeler, sveisedeler, varmebehandlingsdeler;overflaterengjøring av ikke-metalliske produkter, fjerning av svarte flekker på overflaten av keramiske emner og reduksjon av malingsmønster, etc.
c.Oppussing av gamle deler: oppussing og rengjøring av alle bevegelige deler som biler, motorsykler, elektromekanisk utstyr osv. Eliminer samtidig utmattelsesbelastning og forlenger levetiden.
d.Etterbehandling på overflaten av arbeidsstykket: alle metallprodukter og ikke-metalliske produkter (plast, krystall, glass, etc.) overflatespor elimineres, og argon-tåkeoverflatebehandlingen gjør at produktoverflaten oppgraderes.
e.Muggbehandling: Argon lett tåke overflatebehandling av formoverflaten, grafisk produksjon og muggrengjøring, for ikke å skade formoverflaten, for å sikre nøyaktigheten til formen.
f.Gradbehandling: De maskinerte delene fjernes med små grader, og plastdelene til injeksjonsdelene elimineres.
g.Omarbeiding av uønskede produkter: fjerning av uønsket produktbelegg, fjerning av uønsket farge på overflaten og fjerning av trykk.
h.Styrking: Øk overflatehardheten til metalldeler og eliminer stress, som overflatebehandling av flyblader, fjærer, maskineringsverktøy og våpen.
Jeg.Etsing og antisklibehandling: Etsningsmønstre, tekst og antisklibehandling på overflaten av metallprodukter og ikke-metallprodukter, slik som: marmor, antisklihåndtak, tetninger, stelskrift osv.
j.Denim klær behandling: Denim klær er matt, hvitaktig og katt whisker effekt oppnådd.
5.Fordelene med sandblåsingsskap:
1).Metalldelene til sandblåsemaskinen er i utgangspunktet ikke skadet, og dimensjonsnøyaktigheten vil ikke endres;
2).Overflaten på delen er ikke forurenset, og slipemidlet vil ikke reagere kjemisk med materialet i delen;
3).Sandblåsemaskinen kan enkelt håndtere de utilgjengelige delene som riller og konkaver, og ulike størrelser av slipemidler kan velges for bruk;
4).Behandlingskostnadene er sterkt redusert, hovedsakelig reflektert i forbedringen av arbeidseffektiviteten til sandblåsemaskinen, som kan oppfylle ulike krav til overflatebehandling;
5).Lavt energiforbruk og lave kostnader;
6).Sandblåsemaskinen forurenser ikke miljøet, og eliminerer kostnadene ved miljøbehandling;